适合初学者学的印制电路板制作方法
- 2015-01-24 10:16
- 13788
- 资讯文章
- admin
- 来源:本站
印制电路板是一种在**的敷铜绝 缘基板上,有选择性地加工和制 造出导电图形、元器件安装孔和焊接 点的组装板。印制电路板在电子制作 中作为一种基础组装部件而占有重要 的地位。
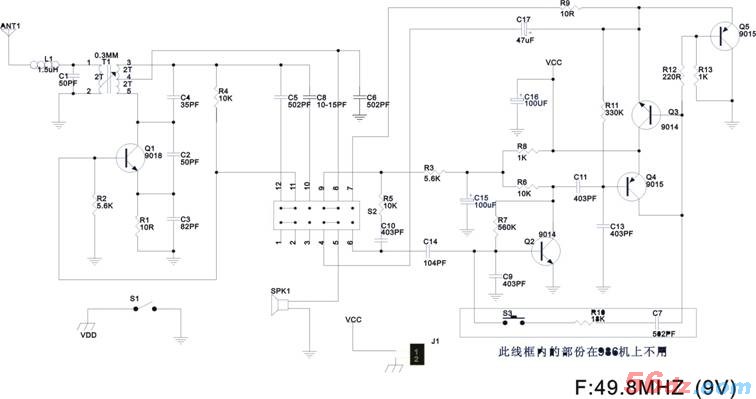
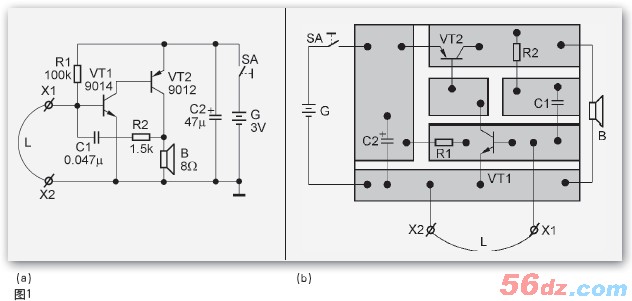
工厂大规模生产的印制电路板是 经过制版、印刷、腐蚀、打孔等一系 列工艺完成的,而业余条件下印制电 路板的制作方法也有许多种。对于初 学者来讲,由于制作所用元器件一般 都比较少,印制电路板都很简单,所 以这里推荐一种**简单、**方便的手 工方法——刀刻法。下面我们以图1所 示的"断线式防盗报警器"的印制电 路板接线图为例,介绍用刀刻法制作 印制电路板的全过程。
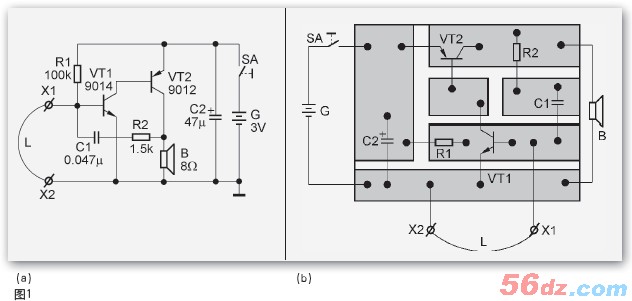
在介绍刀刻法制作印制电路板 之前,有必要向读者讲清楚印制电路 板接线图是怎么回事?印制电路板接 线图又叫电路板安装图,它是根据元 器件在电路板上安装的实际位置绘制 的,按照这个图可以迅速找到某元器 件在印制电路板上的具体位置,它为 制作安装和维修提供了依据。印制电 路板接线图实际上是电路图和印制电 路板图的"二合一"图(参见图1所 示),读者按照此图可以制作出符合 要求的印制电路板来,然后按图正确 焊接元器件和电线,**后做出整机。 但在印制电路板接线图上,一般只标 有元器件的符号和位置,不像电路图 中那样标出其数据和型号,所以在制 作时每当要确定某个元器件的数据和 型号时,还需要电路图配合才行。 需要指出的是,各种书刊(包括 图 1在内)所介绍的印制电路板接线 图,除了**说明外,通常都是铜箔 板朝向读者,而元器件、电线等则是 从印制电路板背面通过引脚(线头) 孔穿出,并焊接在铜箔板上的。
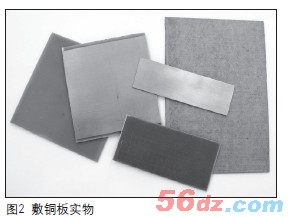
裁取敷铜板
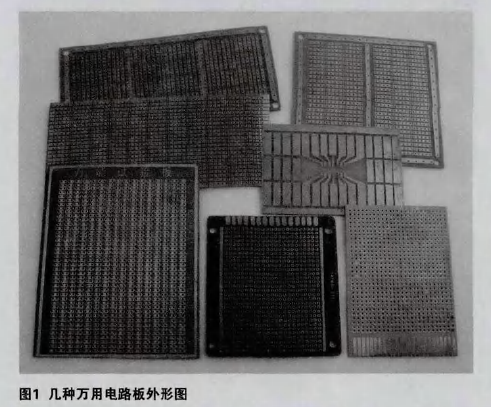
敷铜板的实物外形如图2所示。 常用敷铜板的基板是酚醛纸基板(简 称纸质板)或环氧酚醛玻璃布板, 厚度有1.0mm、1.5mm、2.0mm、 2.5mm¼¼多种规格。基板表面用特殊 工艺粘合一层厚度约0.05mm的铜箔。 如果基板一面粘合铜箔,就称为单面 敷铜板;如果基板的两面均粘合铜 箔,就称为双面敷铜板。酚醛纸基敷 铜板的板面一般为黑黄色和淡黄色, 它的优点是价格便宜,不足之处是机 械强度低、耐高温性能差、易受潮而 变形。环氧酚醛玻璃布敷铜板的板面 呈淡黄色,具有较好的透明度,它的 优点是电绝缘性能好,能耐高温、 能耐化学溶剂、不易受潮变形,还 有较好的机械性能,但价格相对要 贵一些。业余电子制作采用价格便 宜的酚醛纸基敷铜板即可满足大部 分要求,但有些高频、**高频电路 的制作则应选择使用环氧酚醛玻璃 布敷铜板。
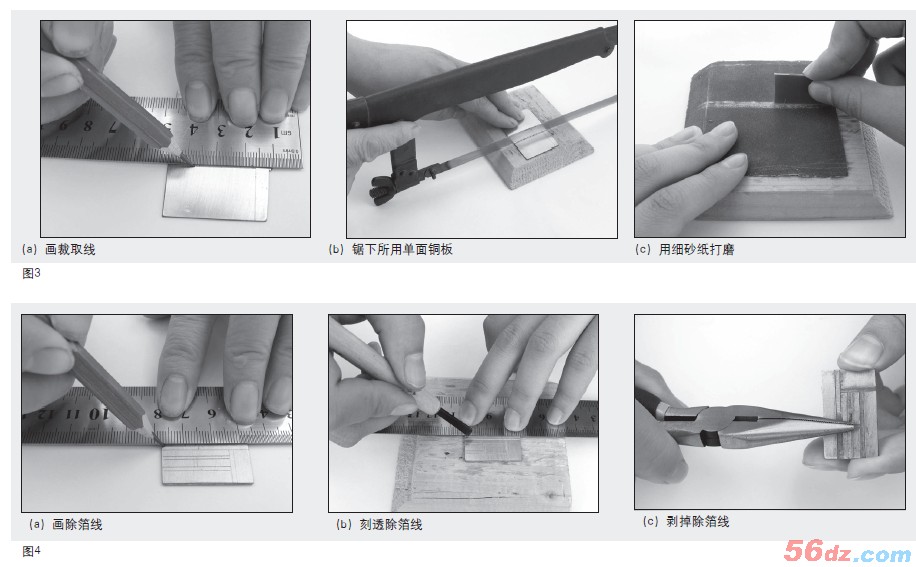
用刀刻法制作印制电路板时, 由于面积比较小,所以一般采用厚 度1mm的单面敷铜板就可以满足要求。甚至工厂大规模生产印制电路 板时所产生的边角料,都是我们理想 的选料。图1的印制电路板实际尺寸是 30mm×20mm,可按照图3所示,先 用钢板尺、铅笔在单面敷铜板的铜箔 面画出30mm×20mm裁取线,再用手 钢锯沿画线的外侧锯得所用单面敷铜 板,**后用细砂纸(或砂布)将敷铜 板的边缘打磨平直光滑。注意:画裁 取线时**好紧靠敷铜板的一个直角, 这样只需要画两条裁取直线即可;锯 敷铜板时不要沿画线走锯,否则锯取 的敷铜板经砂纸打磨后尺寸就会小于 要求许多。
刀刻敷铜板
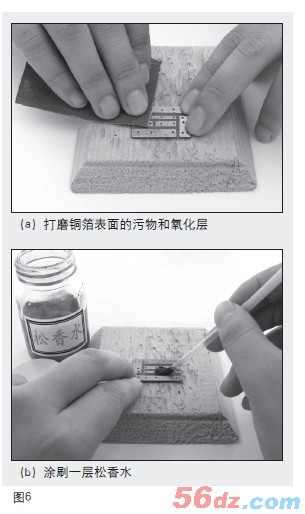
刻制印制电路板所用的工具是: 刻刀、钢板尺和尖嘴钳(用直头手术 钳效果更佳),刻制流程如图4所示, 可分为画除箔线、刻透除箔线、剥掉 除箔条等三大步骤来完成。 对于残留的铜箔 , 可用刻刀铲 除。对于刀口存在的毛刺和铜箔上的 氧化物等,可用细砂纸(或砂布)打 磨至光亮。

钻孔
刻好的印制电路板 , 在业余条 件下可将元器件直接焊在有铜箔的一 面,这样可省去在印制电路板上钻元 器件安装孔的麻烦,而且可以很直观 地对照着印制电路板接线图焊接元器 件,不易出错,这对于简单的电路尤 为适用。但是大多数制作还是要求给 印制电路板钻出元器件安装孔。 钻孔前,先用锥子在需要钻孔的 铜箔上扎出一个凹痕,这样钻孔时钻 头才不会滑动。如嫌用锥子扎凹痕吃 力,可用尖头冲子(或铁钉)在焊点 处冲小坑,效果是一样的。钻孔时, 按照图5所示,钻头要对准铜箔上的凹 痕,钻头要和电路板垂直,并适当地 施加压力。 钻孔时还要注意,装插一般小型 元器件接脚的孔径应为0.8~1mm, 稍大元器件接脚和电线的孔径应为 l.2~l.5mm,装固定螺丝的孔径一般是 3mm,应根据元器件引脚的实际粗细 等选择合适的钻头。如果没有适当大 小的钻头,可先钻一个小孔,再用斜 口小刀把它适当扩大就行;对于个别 更大的孔,可用尖头小钢锉或圆锉来 进一步加工。
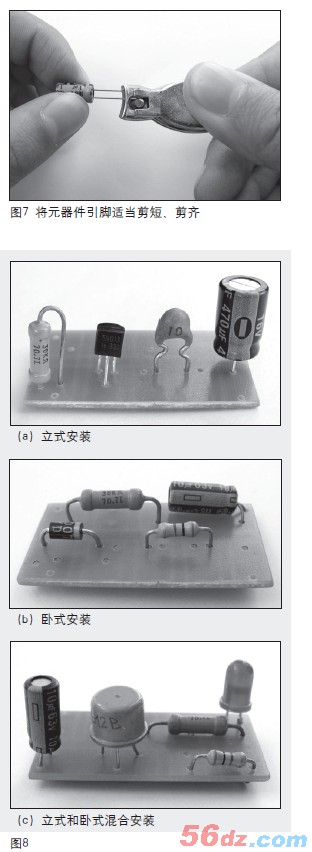
涂刷"松香水"
钻完孔的印制电路板,按照图6所 示,用细砂皮轻轻打磨(或用粗橡皮 擦除)铜箔表面的污物和氧化层后,
还需要用小刷子在铜箔面均匀地涂刷 上一层自己配制的松香酒精溶液(俗 称"松香水"),待风干以后,方可 大功告成。涂刷松香酒精溶液的目的 是:既保护铜箔不被氧化,又便于焊 接,可谓一举两得。
松香酒精溶液是一种具有抗氧 化、助焊接双重功能的溶剂。松香酒 精溶液的配制方法是:在一个密封性 良好的玻璃小瓶里盛上多半瓶95%的 酒精,然后按3份酒精加1份松香的比 例放进压成粉末状的松香,并用小螺 丝刀(或小木棍)搅拌,待松香完全 溶解在酒精中即成。松香和酒精的比 例要求不是十分严格,可根据自己的 情况灵活配置。松香加得少,漫流性 要好些;松香加得多,助焊效果要强 些。这种松香溶液涂在铜箔上,其中 的酒精很快地蒸发掉,松香在铜箔表 面形成一层薄膜,可使铜箔面始终保 持光亮如新,防止氧化。在焊接时, 松香还起到助焊剂的作用,使得铜箔 很容易上锡。松香酒精溶液存放日 久,由于酒精的挥发,溶液会变稠, 这时可以再加些酒精稀释。
顺便指出,这种自制的松香酒精 溶液,可作为液态焊剂涂在刮去污物 和氧化物的元器件引脚等焊件上,以 利于焊接。
元器件的安装
元器件的规格多种多样,引脚长 短不一,装机时应根据需要和允许的 安装高度,将所有元器件的引脚适当 剪短、剪齐,如图7所示。 元器件在电路板上的安装方式主 要有立式和卧式两种。立式安装如图8 (a)所示,元器件直立于电路板上, 应注意将元器件的标志尽可能朝向便 于观察的方向,以便于核对电路和日 后维修。元器件采用立式安装法时, 占用电路板平面面积较小,有利于缩 小整机电路板面积。卧式安装如图8 (b)所示,元器件横卧于电路板上, 同样应注意将元器件的标志朝向便于 观察的方向。元器件采用卧式安装 时,可降低电路板上的安装高度,在 电路板上部空间距离较小时很适用。 根据整机的具体空间情况,有时一块 电路板上的元器件往往采用立式和卧 式两种混合安装方式,如图8(c)所 示。
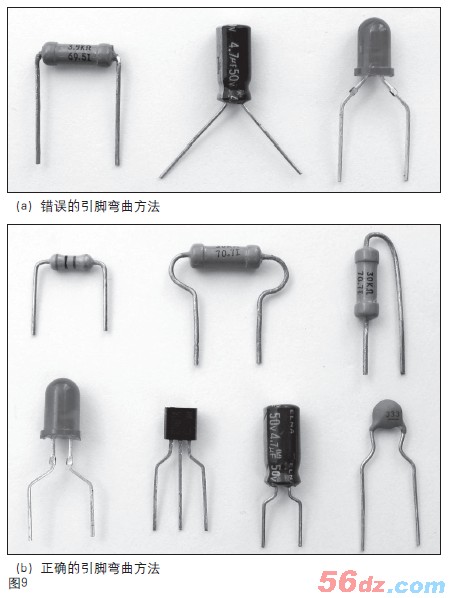
由于受安装环境等因素的限制, 有些元器件的引脚在焊接到电路板上时需要折转方向或弯曲,通常我们把 这一整形过程叫做"弯腿"或"窝 腿"。但应注意,所有元器件引脚都 不能像图9(a)所示的那样齐根部折 弯,以防引脚齐根折断。塑封半导体 器件如齐根折弯其管脚,还可能损坏 管芯。即使当时侥幸没有损坏,但由 于引脚根部长时间受到机械应力,也 会留下后遗症。元器件引脚需要改变 方向或间距时,一般要求引脚弯曲点 至根部的距离不得小于3mm,也不要 弯成直角,应弯成圆弧状(弯曲半径 不得小于2mm),常见正确的"弯 腿"形状如图9(b)所示。
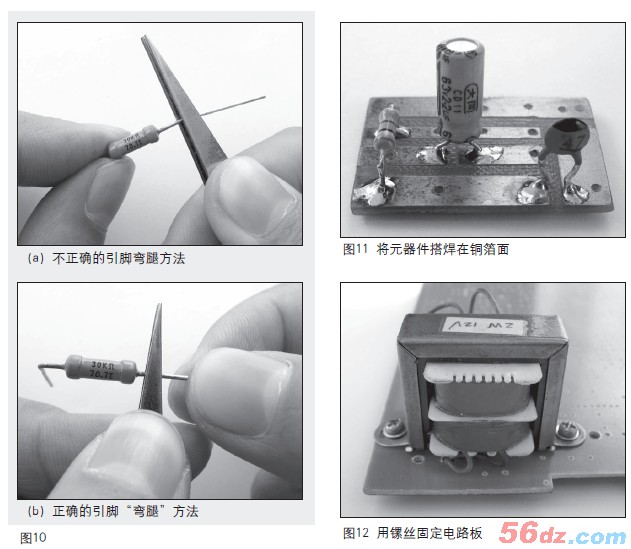
业余制作时,元器件引脚的"弯 腿"可借助于镊子(或尖嘴钳),方 法是用镊子夹紧元器件引脚靠根部的 部分,用手指去扳引脚,形成自然 "拐"弯。图10(a)是不正确的弯腿 方法,即用镊子(或尖嘴钳)去把引 腿"拐"弯。图10(b)是正确的弯 腿方法,即用镊子夹住引脚靠根部部 分,起保护根部的作用,而用另一只 手的手指把引脚扳(或压)弯。 在 电 路 板 上 安装元器件时要注 意安装顺序。一 般 应先安装低、矮、 小 体 积 卧 式 元 器 件,然后安装立式 元器件和大体积元 器件,**后安装易 损坏的晶体管、集 成电路和不易安装 的特殊元器件等。 这可归纳成"先低 后高,先轻后重, 先易后难,先一般 后特殊"这样一句 口诀。对于一些较 简单的电路,也可 以将元器件直接搭 焊在电路板的铜箔 面,如图11所示。 采用元器件搭焊方 式可以免除在电路板上钻孔的麻烦, 简化了制作工艺。