电子制作中的焊接技术
- 2015-08-10 16:52
- 20503
- 资讯文章
- admin
- 来源:本站
1.焊接的准备工作
首先**检查用电设备及电烙铁的绝缘性能是否良好, 防患于未然; 同时也要制定应急措施,尤需严格要求学生遵守纪律, 因为学生不遵守纪律是**大的事故隐患, 其次要备好焊料(一般用焊锡丝) , 烙铁架、焊料盒、助焊剂( 一般用松香)、剥线钳、桃形钳、镊子等。电铬铁的选用应视焊件大小配用不同功率的烙铁。电子制作中通常采用20w 内热式电烙铁。
2.具体操作方法
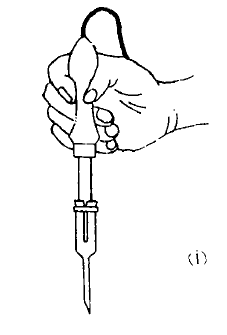
(1)电烙铁的握持方法, 通常有“ 握笔式” 和“ 握刀式” 两种。使用内热式电烙铁通常采用“ 握笔式” 方法( 图1 所示)。(2)焊接时, 铬铁头与操作者鼻尖距离以20cm左右为宜。
(1) 电烙铁及焊件的搪锡。一般焊件包括元器件引线、导线及印刷电路等。导线及元器件引线的上锡过程可分解为剥、刮、搪等过程。这些过程可藉助幻灯,图片、录像片进行演示。
l) 烙铁头的搪锡。新烙铁头及已趋氧化的烙铁头均需经过搪锡才能使用烙铁头搪锡前首先用砂纸或细锉刀打磨, 使其露出紫铜光泽。新烙铁头可在细砂纸上沿刃面往复磨擦。此项操作应提醒学生用力要轻, 不能将刃面磨平。经过打磨清洁后即可通电加热2 ~ 3 分钟, 烙铁头开始“ 吃” 锡, 随后在放有松香颗粒的细砂纸上反复研磨, 直至刃面挂上一层薄锡。此项操作是必不可少的。否则烙铁在加热过程中, 由于迅速氧化而会出现搪锡不均的现象。对于使用日久的烙铁, 刃部出现凹坑,则应先用锉刀整形锉平凹坑后, 再进行搪锡。
2) 导线及元件引线的搪锡。导线一般均带有绝缘外皮, 剥除导线端头的绝缘外皮可用剥线钳、剪刀等工具进行, 而不提倡用火柴烧烤的方法。端头外皮剥除长度一般为1cm 左右。
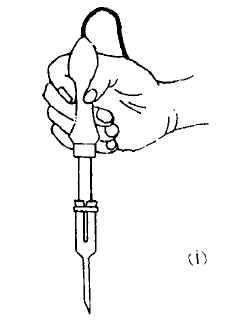
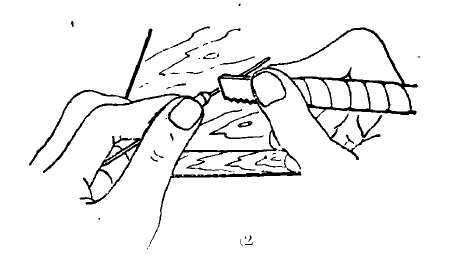
导线端头及元件引线在焊接前**经过“刮”除表面氧化层, 才能搪锡焊接。清洁时可参照图2 用废钢锯条的折断面或砂纸轻刮引线, 以清除污物及氧化物。引线根部应留出一小段不刮, 以防止引线根部被刮断, 造成元器件损坏。对于多股导线逐根刮净后, 应如图3 所示, 将多股芯线拧成绳状。
下一步是搪锡过程。搪锡质量好坏直接关系焊接质量。
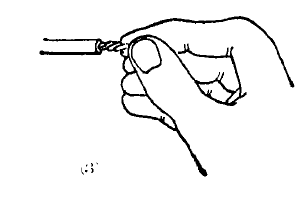
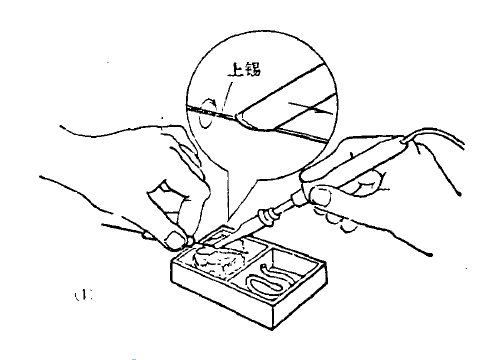
首先学会判断电烙铁的合适工作温度。当烙铁通电2 ~ 3 分钟后, 使烙铁头接触松香, 如果松香发出响声且冒起白烟, 则说明烙铁温度适当, 可以用来焊接。将刮好的导线或元件引线放在松香上, 用烙铁头轻压引线, 边沿着引线移动, 边转动引线, 使引线均匀上好一层锡( 图4 )。
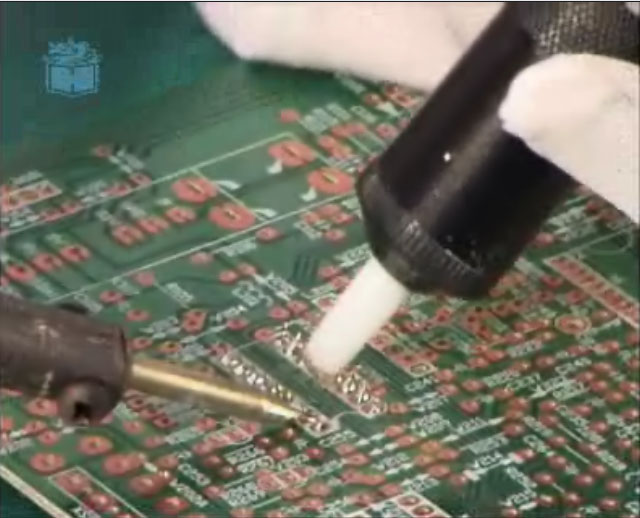
(2)焊接
1) 焊接要领。 以废次元件及导线作为练习用焊件。把元件引线与焊点搭接, 电烙铁蘸取适量焊锡, 烙铁头刃面紧贴焊点; 待焊点焊锡完全熔化, 轻轻转动烙铁头带去多余焊锡, 然后从斜上方45度 。角方向迅速移开焊点。在焊点的焊锡未完全固化之前, 夹持引线的摄子或尖嘴钳不能有丝毫晃动, 否则极易造成虚焊。这是**焊点质t 的关健。
2) 虚焊。盛焊是元件与印板、焊点之间, 表面形成焊点, 但焊点内部电路未接通, 元件引线与焊接点接触不良, 造成电路时通时断. 教学中宜采用虚焊的直观教具, 使学生深刻了解虚焊对整机电路正常工作的危害,并讲明造成虚焊的主要原因。
虚焊的原因很多。焊前引线及印板上锡质量不高; 焊接中, 焊件夹持不稳; 烙铁温度过低或过高;焊剂不符合要求等是造成虚焊的主要原因。
3) 拆焊。拆焊时, 烙铁的温度不宜过低; 烙铁头一般不需硫锡。烙铁接触焊件片刻, 应迅速拔去元件。拔除元件时, 不可用力过猛, 以免损坏元件。拆焊部位要及时清理, 并需认真检查是否因拆焊而造成相邻电路短路或开路。